
全國服務(wù)熱線:
全國服務(wù)熱線:


行業(yè)新聞
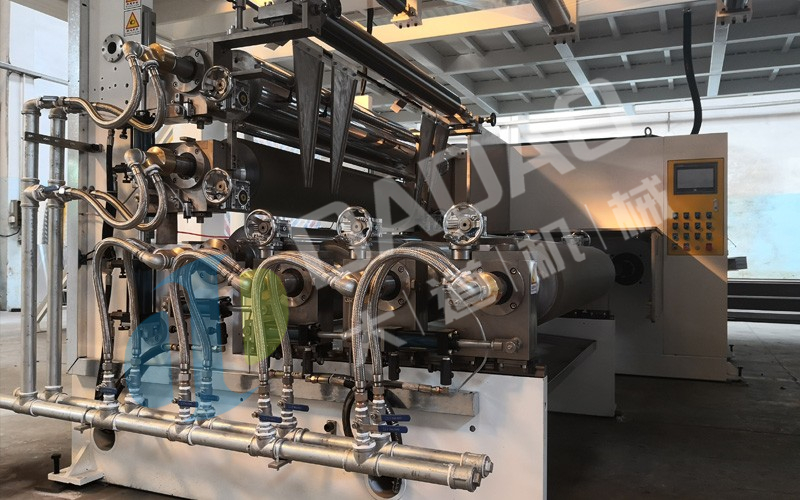
小型涂布機(jī)是指將涂料施工于底材上的一道或多道涂層所構(gòu)成的固態(tài)連續(xù)膜的機(jī)器。通常小型涂布機(jī)的涂膜由多道涂層組成,根據(jù)被涂物件的需求而決定涂層的多少。每種形式下的涂布間隔,涂布速度任意調(diào)控,不同人、不同時間操作機(jī)器時,涂布參數(shù)的誤差極小。相比傳統(tǒng)皮帶傳動,鋼桿傳動運(yùn)轉(zhuǎn)更平穩(wěn),運(yùn)用壽命更長,行程控制更準(zhǔn)確。

涂布機(jī)的張力系統(tǒng)怎樣?
工藝要求
涂布機(jī)需要將膠或者油墨類物質(zhì)均勻粘連在鋁箔、塑料薄膜或者布料紡織品外表,對涂布工藝要求比較高,不只需要涂布高度均勻而且要可以完成高速不停機(jī)換卷以提高消費(fèi)效率。
計劃優(yōu)點(diǎn)
· 由變頻器完成各級張力控制,運(yùn)用張力傳感器完成張力控制,系統(tǒng)簡單且穩(wěn)定。用PLC或同步控制器來控制驅(qū)動輥?zhàn)冾l器速度,同時作為其他變頻器的線速度信號。
· S350閉環(huán)張力控制(有感矢量控制)輕松完成加減速過程中的張力恒定,節(jié)省裝置張力輥的空間,降低機(jī)械成本,同時高精度控制確保涂布效果高度平均。
· 雙工位收放卷具有預(yù)驅(qū)動功用,可滿足高速不停機(jī)自動換卷、提高消費(fèi)效率。同時收卷控制能夠防止不良收卷,使收卷效果更好。
(1)輥上膠涂布
這種上膠涂布通常采用兩輥轉(zhuǎn)移涂布。調(diào)整其上膠輥和涂布輥之間的間隙,就能夠調(diào)整涂布量的大小。整個涂布頭局部的構(gòu)造較為復(fù)雜,需要上膠輥、涂布輥、牽引輥及刮刀的加工精度和裝配精度高,成本也比較高。
由于這種涂布機(jī)主要采用高精度的光輥停止上膠涂布,涂布效果較好,涂布量大小除了經(jīng)過上膠輥和涂布輥之間的間隙來調(diào)整,還可經(jīng)過涂布刮刀的微動調(diào)整來靈敏控制,涂布精度高。目前在涂布復(fù)合設(shè)備上的應(yīng)用也廣。
(2)網(wǎng)紋輥上膠涂布
這種涂布設(shè)備主要采用網(wǎng)紋(凹眼)涂布輥來停止上膠涂布。其涂布平均,而且涂布量比擬(但涂布量很難掌握)。用網(wǎng)紋輥涂布時,涂布量主要與網(wǎng)紋輥的凹眼深度和膠水品種的精度有關(guān)。網(wǎng)紋輥的凹眼深度越深,膠從凹眼中轉(zhuǎn)移到基材上去的量相應(yīng)也越多;反之,網(wǎng)紋輥網(wǎng)凹眼深度越淺,轉(zhuǎn)移到基材上的量也相應(yīng)減小。與黏度也有很大關(guān)系。膠水黏度太大和太小都不利于膠的正常轉(zhuǎn)移。膠水黏度太易轉(zhuǎn)移,太稀則易流淌,使上膠不平均,易產(chǎn)生縱向或橫向流水紋。所以,一旦涂布網(wǎng)紋輥和膠的品種定下來后,就很難調(diào)整其涂布量,這也是網(wǎng)紋涂布輥的應(yīng)用遭到限制的主要緣由。
(3) 熱熔膠噴擠涂布
這種涂布設(shè)備主要將固態(tài)型的膠經(jīng)加熱凝結(jié)后,由液壓裝量將膠經(jīng)涂布模頭直接噴涂在基材上。熱熔膠涂布是近十幾年來開展起來的新技術(shù),熱熔膠涂布不需要烘干設(shè)備,耗能低;熱熔膠為100的固態(tài)膠成份,不含有毒的有機(jī)溶劑。而普通的上膠涂布多采用有毒的有機(jī)溶劑(如苯等)來稀釋膠,其所形成的有毒氣體對操作人員的危害也極端嚴(yán)重。

掃碼進(jìn)入手機(jī)端

地址:廣東省東莞市企石鎮(zhèn)東平村大興路151號

網(wǎng)址:www.iszhco.cn

座機(jī):+86-769-86723139/86736139

售后服務(wù)專線:0769-86738139致電總機(jī)轉(zhuǎn)808

郵箱:dadaozg2019@163.com
國內(nèi)業(yè)務(wù):0086-769-86780883
外貿(mào)業(yè)務(wù):0086-769-86780883轉(zhuǎn)886/830/818
版權(quán)所有:東莞市大道精密智能裝備有限公司??粵ICP備2022156577號??技術(shù)支持:競爭力網(wǎng)絡(luò)
![]()
本網(wǎng)站部分素材來源于網(wǎng)絡(luò),如有侵權(quán),請立即聯(lián)系刪除


 在線咨詢
在線咨詢